Допуски на изделия при многооперационной вытяжке следует учитывать лишь на конечных операциях.
Исполнительные размеры матриц на остальных операциях вытяжки назначаются с учетом коэффициентов вытяжки с округлением до первого десятичного знака.
Размеры пуансонов устанавливаются с учетом величины принятого зазора.
Исполнительные размеры матриц Lм в мм и пуансонов Lп в мм вытяжных штампов на последней операции подсчитывать по следующим формулам:
а) при наличии допуска на наружный размер детали (черт. 189)
Lм=(L-Δ)+δм; Bм=(B-Δ)+δм; (109)
Lп=(L-Δ-z)-δп; Bп=(B-Δ-z)-δп; (110)
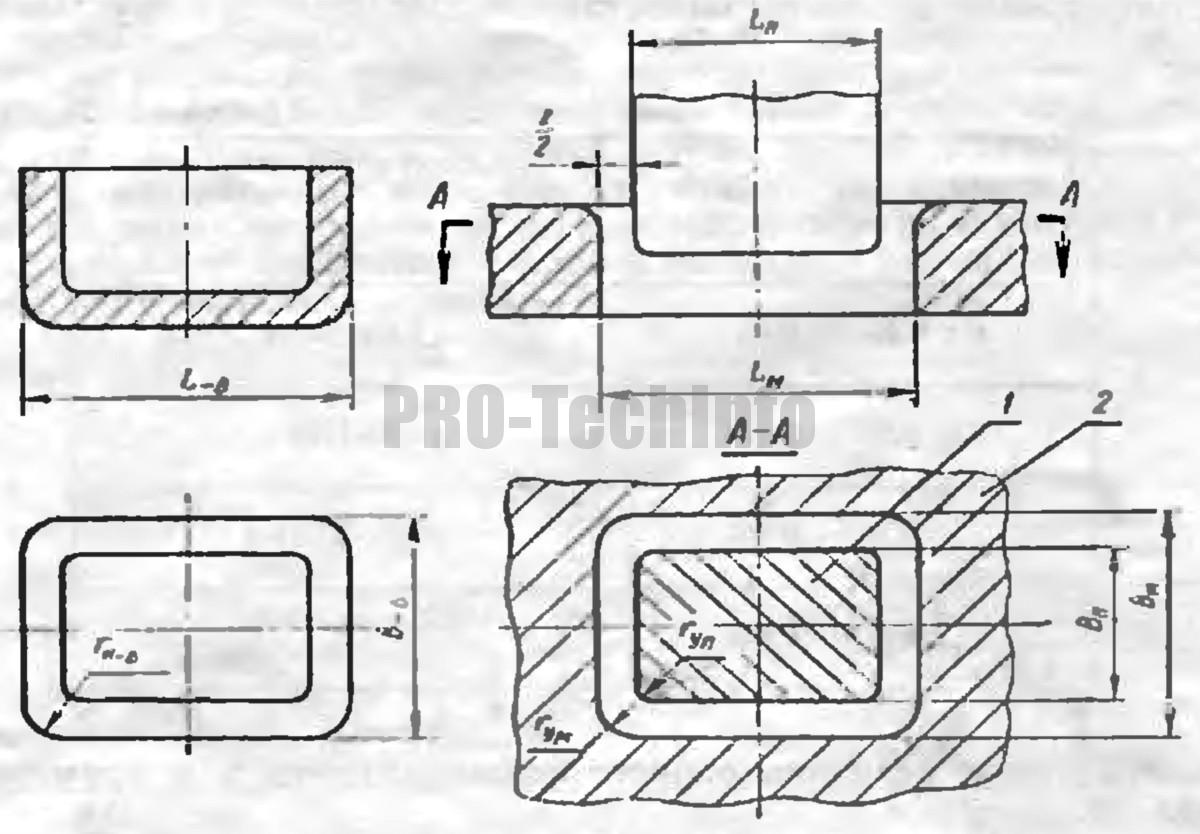
Черт. 189
1 — пуансон; 2 — матрица.
Радиусы угловых участков (в плане) матрицы rум в мм и пуансона rуп в мм штампов для вытяжки деталей прямоугольной формы (черт. 189) подсчитываются по формулам:
rум=rн-Δ (111)
rуп=rум-zугл/2 (112)
б) при наличии допуска на внутренний размер детали (черт. 190)
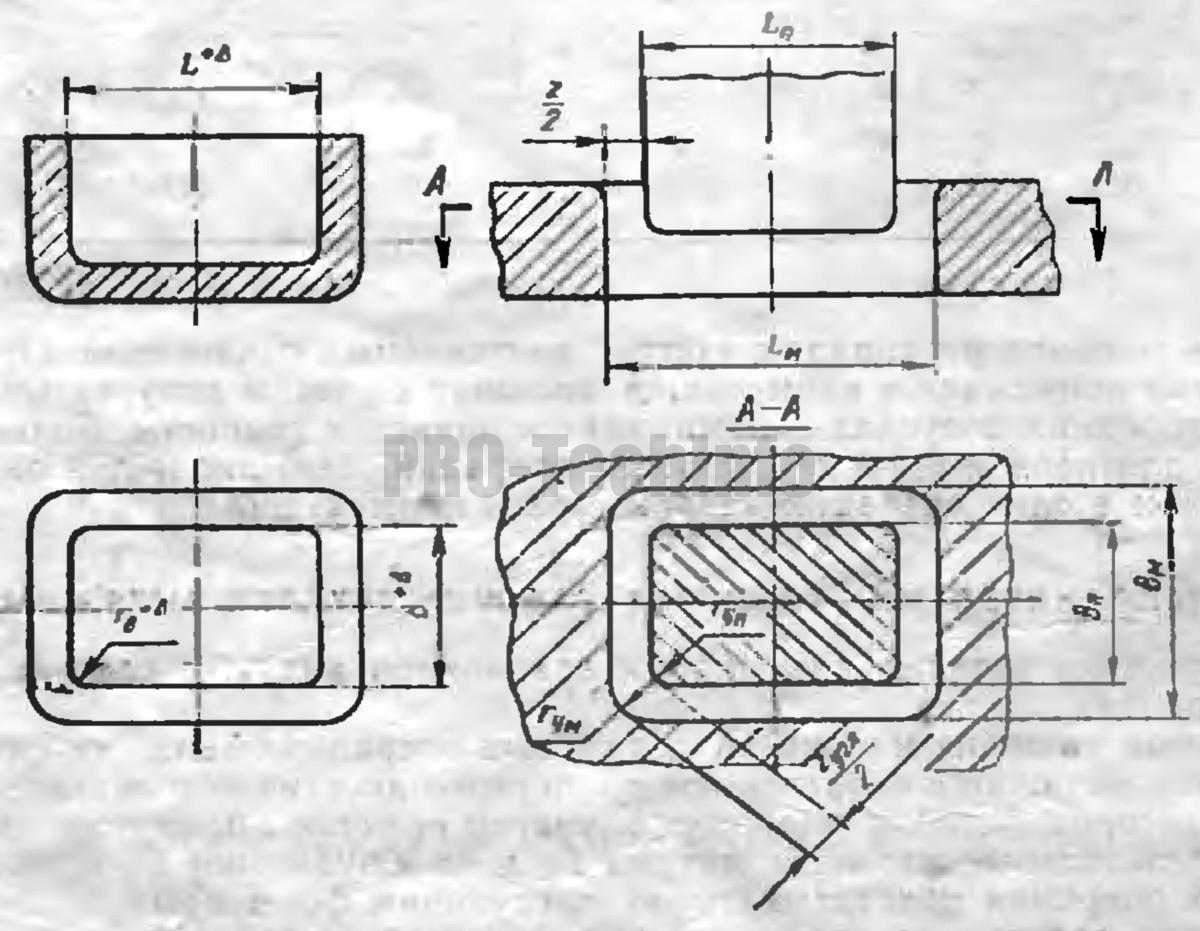
Черт. 190
Lп=(L+0,5Δ)-δп; Bп=(B+0,5Δ)-δп; (113)
Lм=(L+0,5Δ+z)+δм; Bм=(B+0,5Δ+z)+δм; (114)
Радиусы угловых участков (в плане) пуансона rуп в мм и матрицы rум в мм штампов для вытяжки деталей прямоугольной формы (черт. 190) подсчитываются по формулам:
rуп=rв+0,5Δ (111,а)
rум=rуп+zугл/2 (112,а)
Условные обозначения:
L — номинальный размер детали, мм:
Δ — допуск на соответствующий номинальный размер детали, мм;

δм, δп — допуски на изготовление соответственно матрицы и пуансона (2-й класс точности— при допусках на готовые детали по 4-му и 5-му классам и 3-й класс точности — при допусках на готовые детали по 7-му и 9-му классам);
rн и rв — наружный и внутренний радиусы сопряжений боковых стенок детали, мм;
zугл/2 — односторонний зазор между матрицей и пуансоном на угловых участках (табл. 89), мм.
При вытяжке деталей со сложным контуром допуск на изготовление назначается только на одну рабочую деталь штампа (пуансон или матрицу), а вторая деталь пригоняется с требуемым зазором.
- Классификация вытяжных штампов
- Определение размеров заготовок полых тел вращения для вытяжки без утонения
- Расчет числа операций при вытяжке без утонения цилиндрических деталей
- Прижимы (складкодержатели)
- Штампы для вытяжки прямоугольных полых деталей без фланца
- Расчет вытяжки низких прямоугольных деталей при Нпр/В≤(0,6÷0,8)
- Расчет вытяжки высоких прямоугольных деталей при Нпр/В>(0,6÷0,8)
- Вытяжка цилиндрических деталей с утонением стенок
- Штампы для обратной вытяжки
- Расчет вытяжки ступенчатых деталей
- Штампы для вытяжки конических деталей
- Вытяжка деталей сферической и параболической форм
- Определение размеров заготовки при вытяжке деталей с одной плоскостью симметрии
- Вытяжка деталей со сложным контуром
- Зазоры между вытяжной матрицей и пуансоном
- Конструктивные элементы деталей вытяжных штампов
- Перетяжные ребра
- Вытяжка деталей из цветных металлов и сплавов с применением местного нагрева
- Последовательная вытяжка в ленте
- Вытяжка облицовочных и подобных деталей
- Расчет усилия вытяжки и усилия прижима

