
Содержание
Назначение.
Тиски станочные стальные прецизионные предназначены для базирования и закрепления деталей при выполнении различного вида обработки заготовок на сверлильных, фрезерных и других металлообрабатывающих станках.
Технические характеристики.
2.1. Тиски изготавливаются в соответствии с ISO9001. Материал корпусных деталей – закаленная легированная сталь 35Л. Конструкция неповоротных тисков позволяет производить установку нескольких тисков рядом друг с другом, а также на три взаимно перпендикулярные опорные поверхности (нижнюю, боковые). Высокая твердость рабочих поверхностей обеспечивает долговечность тисков с сохранением точности. Тиски оснащены механизмом подачи со встроенным подшипником и шарнирной рукояткой, что облегчает работу с тисками.
2.2. Основные параметры и размеры тисков приведены в таблице 1.
Таблица 1 — Основные характеристики станочных тисков
| Параметр | Модель | ||||||||
| QH80 | QH100 | QH125 | QH160 | QH200 | QB100 | QB200 | QB250 | QB320 | |
| Ширина губок, мм | 80 | 100 | 125 | 160 | 200 | 200 | 250 | ||
| Высота губок, мм | 25 | 32 | 38 | 45 | 56 | 75 | |||
| Интервал раздвигания L, мм | 63 | 100 | 112 | 140 | 190 | 245 | |||
| Интервал раздвигания L3, мм | 174 | 215 | 250 | 305 | 385 | 500 | |||
| Интервал раздвигания L4, мм | 220 | 265 | 305 | 375 | 470 | 615 | |||
| Ширина канавки А под крепление, мм | 12 | 14 | 14 | 18 | 18 | 14 | 22 | ||
| Ширина квадрата винта, мм | 12 | 14 | 14 | 18 | 18 | 22 | |||
| Диаметр болта, мм | М12 | М12 | М12 | М16 | М16 | М12 | М16 | М16 | М20 |
| Цена деления поворота | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º |
| Габариты, мм | 256×80×74 | 305×100×86 | 345×125×98 | 345×125×98 | 517×200×135 | 656×250×168 | |||
| Масса, кг | |||||||||
2.5. Нормы точности приведены в таблице 2. Класс точности станочных тисков — П по ГОСТ 16518
Таблица 2 — Точностные характеристики базирования заготовок в станочных тисках
| № пп | Схема контроля | Описание | Допустимая ошибка, на 100мм базовой длины |
| 1 |  |
Параллельность верхней направляющей поверхности к основанию тисков | 0,01 |
| 2 | 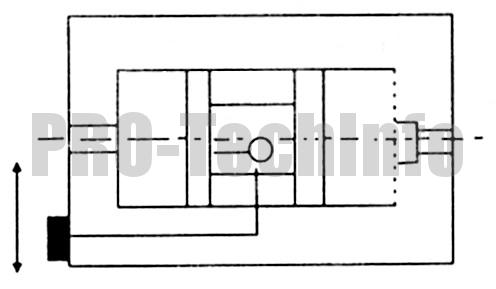 |
Перпендикулярность либо фиксированных губок, либо переставляемых губок к верхней направляющей поверхности | 0,03/100
(a≤90°) |
| 3 | 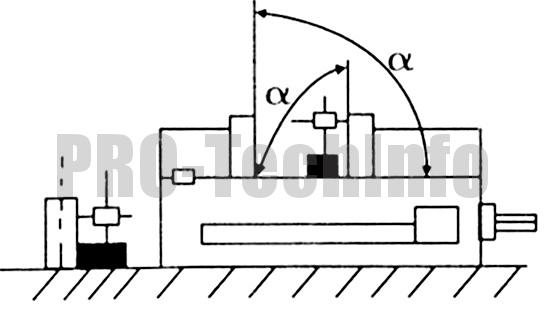 |
Перпендикулярность фиксированных губок продольной канавки | 0,015/100
|
| 4 | 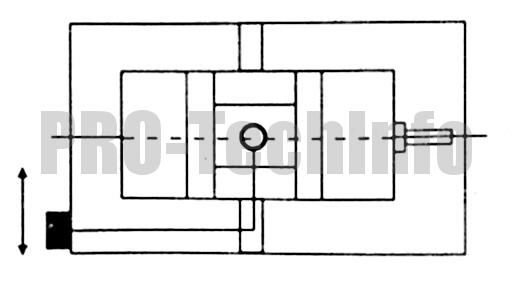 |
Параллельность зафиксированных губок поперечной канавки на корпусе тисков | 0,015 |
| 5 | 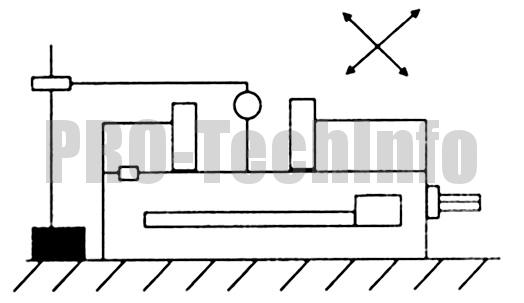 |
Параллельность верхней части тисков и нижней части корпуса тисков | 0,02 |
| 6 | 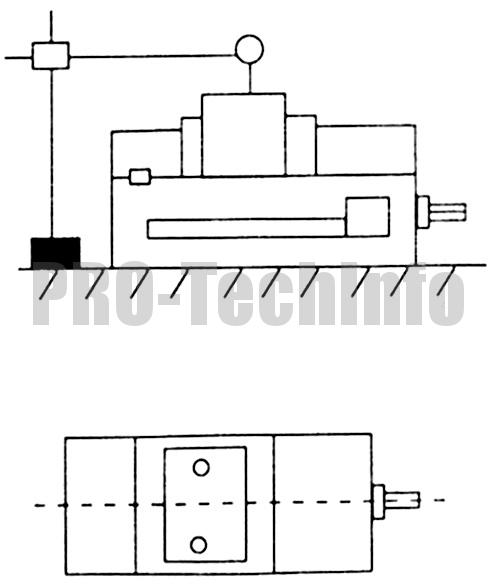 |
Подъем измерительного блока | 0,015 |
| 7 | 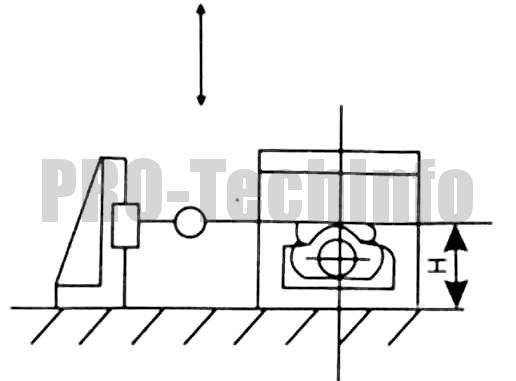 |
Перпендикуляр-ность обеих сторон основанию тисков | 0,01 |
| 8 | 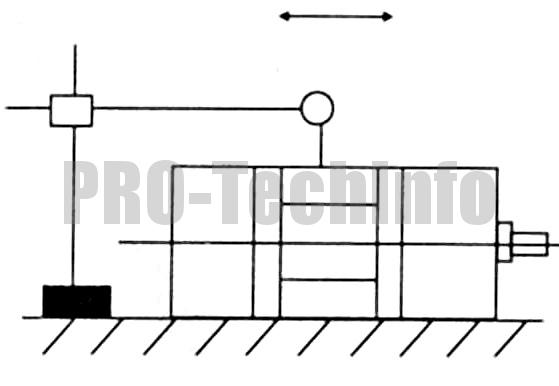 |
Параллельность между двумя сторонами губок тисков в продольном направлении | 0,01 |
Условия эксплуатации.
3.1. Перед установкой тисков на верстак необходимо их расконсервировать.
3.2. Смазку направляющих винтовой пары и других трущихся поверхностей производить раз в смену с предварительной очисткой этих мест от стружки, пыли, грязи.
Требования безопасности.
4.1. Рукоятка тисков и накладные губки не должны иметь забоин и заусенцев.
4.2. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
4.3. Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
4.4. Крепление тисков должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
4.5. Запрещается применять ударную нагрузку на рукоятку тисков при зажиме и удлинении рукоятки.
4.6. Тиски должны выдерживать проверку на прочность с превышением усилия зажима на 25%.
Сведения о консервации.
5.1. Тиски подвергнуты консервации в соответствии с требованиями
ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
5.2. Срок хранения тисков без переконсервации – 2 года, при условии
хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) тисков, при условии соблюдения потребителем правил хранения и эксплуатации.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.






