Содержание
Рабочий профиль вытяжных матриц и пуансонов
В табл. 90 приведены применяемые формы рабочей части матриц и пуансонов.
Таблица 90
|
Форма матриц и пуансонов |
Применение в штампах |
|
|
Для 1-й и последующих операций вытяжки на а) с радиусом закругления ребра матрицы б) с входным конусом |
|
|
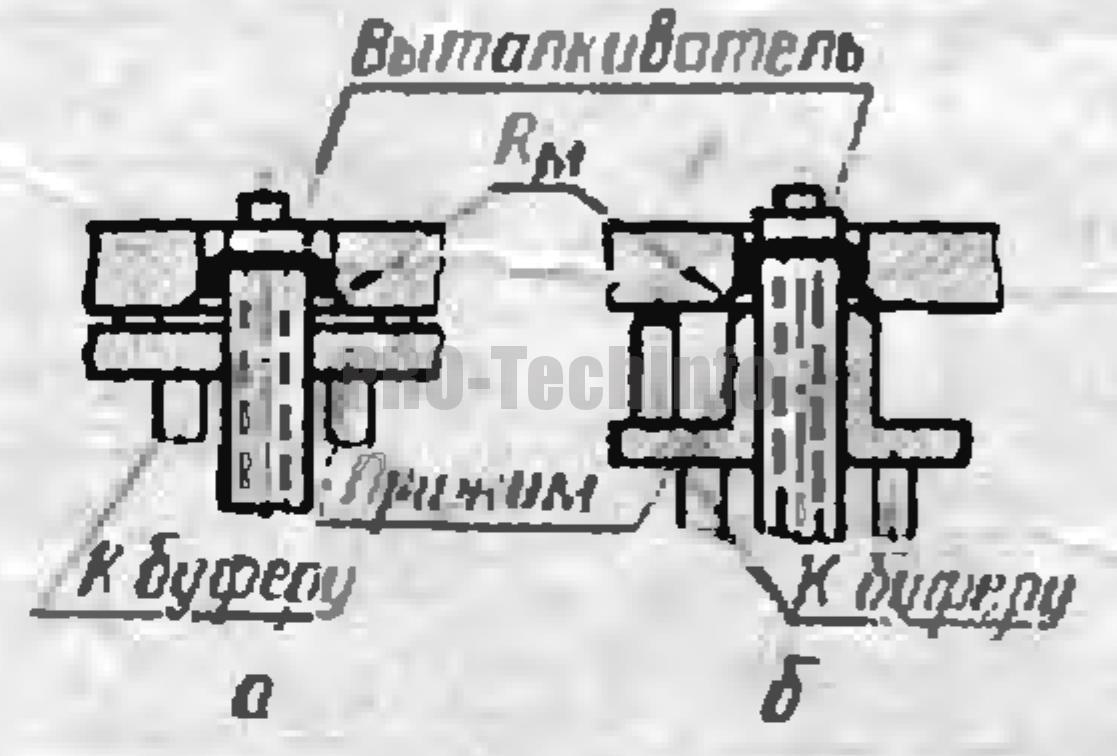
Для 1-й операции вытяжки на прессах двойного а) с нижним выталкивателем б) при работе на провал |
|
|
Для вытяжки на прессах простого действия с а) для 1-й операциии б) для последующих операций |
|
|
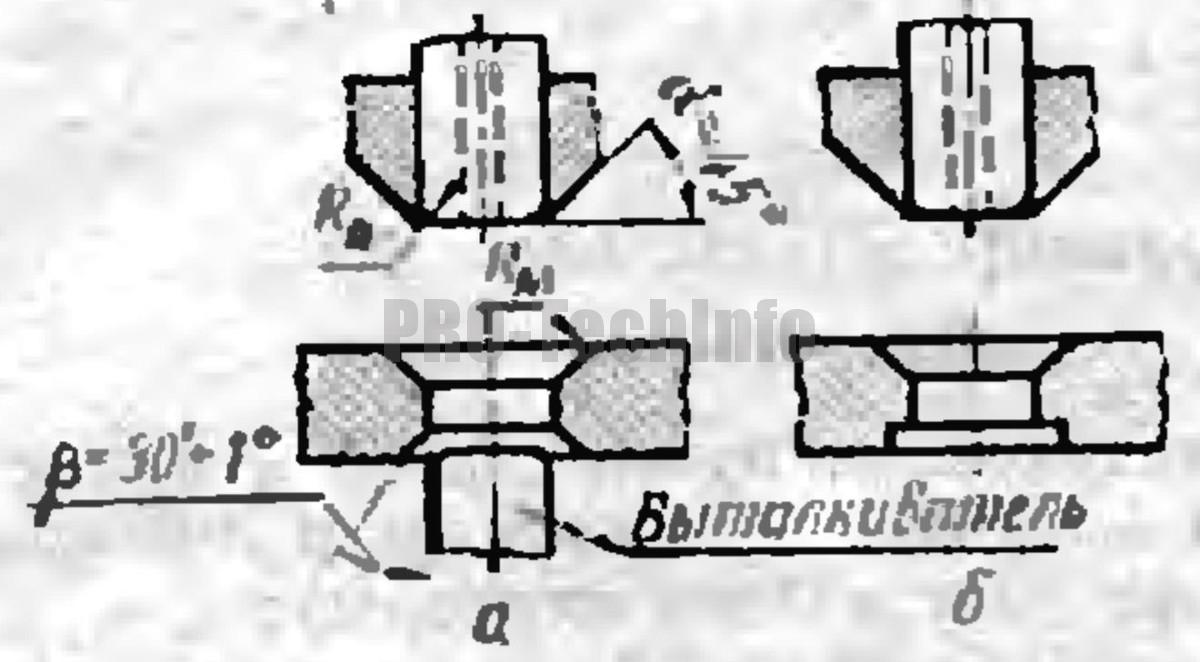
Для последующих операций вытяжки на прессах а) с нижним выталкивателем б) при работе на провал |
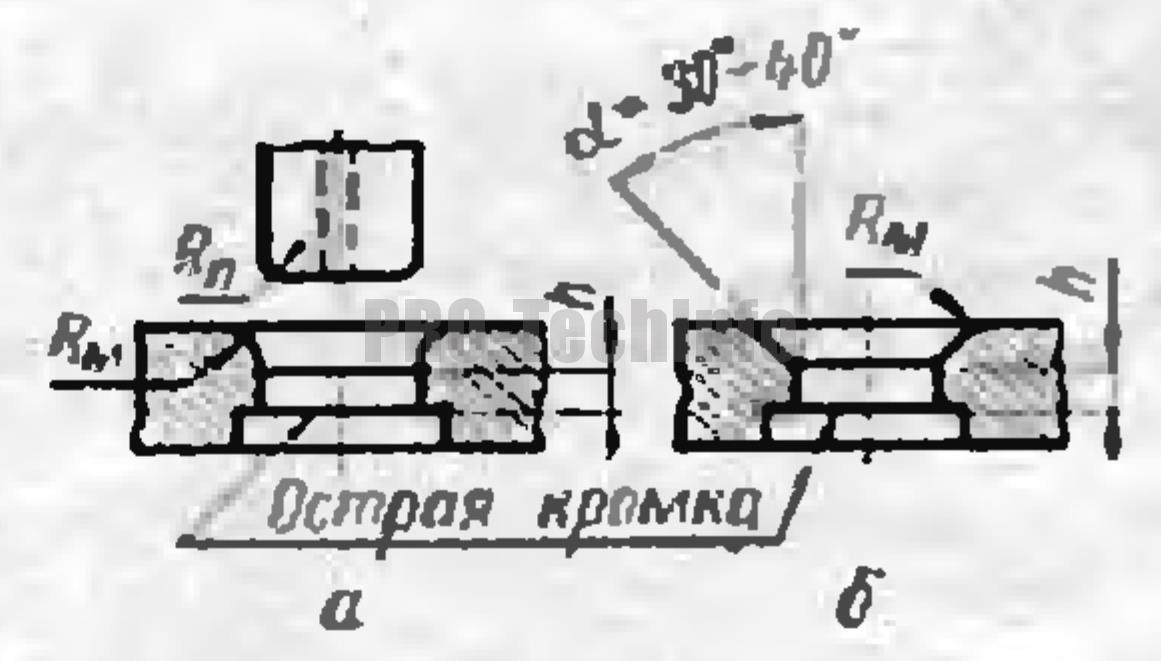

При выборе радиусов закругления матрицы и пуансона необходимо учитывать, что малые радиусы приводят к увеличению усилия вытяжки и, следовательно, к увеличению опасности разрыва детали, а слишком большие радиусы способствуют образованию складок.
При однооперационной вытяжке без утонения круглых деталей радиус закругления пуансона равен радиусу вытягиваемой детали, т. е. Rп=Rд. Радиус закругления Rм в мм определяется:
для детален из мягкой стали

для деталей из мягкой латуни и алюминия

В табл. 91 даны оптимальные величины радиуса закругления матрицы Rм в зависимости от толщины материала и удвоенной величины разности диаметра заготовки Dз и диаметра первой вытяжки d1, т.е. 2(Dз-d1) или удвоенной величины разности диаметра первой вытяжки d1 и диаметра второй вытяжки d2 т.е. 2(d1-d2).
Для многооперационной вытяжки оптимальный радиус закругления пуансона Rп равен Rм, кроме последней операции. Допускается постепенное уменьшение радиуса закруглении пуансона, начиная со второй операции. Для последней операции вытяжки Rп=Rд.
Радиусы закругления матрицы при вытяжке прямоугольных деталей определять аналогично вытяжке круглых деталей без утонения.
Таблица 91
|
Толщина материала s, мм |
0,20 |
0,25 |
0,30 |
0,50 |
0,75 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
|
Значение величины 2(Dз—d1) или 2(d1—d2) |
Радиус закругления вытяжной матрицы Rм |
|||||||||
|
10 |
0,7 |
0,8 |
1,0 |
1,2 |
1,5 |
1,7 |
2,0 |
2,4 |
2,7 |
3,0 |
|
20 |
1,2 |
1,3 |
1,5 |
1,7 |
2,0 |
2,4 |
2,7 |
3,3 |
3,7 |
4,2 |
|
30 |
1,5 |
1,7 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,2 |
4,7 |
5,1 |
|
40 |
1,8 |
2,0 |
2,2 |
2,5 |
3,0 |
3,5 |
4,1 |
5,0 |
5,5 |
6,0 |
|
50 |
2,0 |
2,3 |
2,5 |
2,8 |
3,4 |
4,0 |
4,5 |
5,5 |
6,1 |
6,8 |
|
80 |
2,5 |
2,8 |
3,0 |
3,7 |
4,4 |
5,0 |
6,0 |
7,2 |
8,0 |
8,9 |
|
100 |
2,7 |
3,0 |
3,3 |
4,0 |
4,8 |
5,7 |
7,0 |
8,2 |
9,0 |
10,0 |
|
120 |
2,8 |
3,2 |
3,5 |
4,4 |
5,3 |
6,2 |
7,3 |
9,0 |
9,8 |
11,0 |
|
150 |
3,0 |
3,6 |
3,8 |
4,8 |
5,9 |
6,9 |
8,0 |
10,0 |
11,0 |
12,3 |
|
180 |
3,3 |
3,7 |
4,1 |
5,2 |
6,4 |
7,5 |
8,6 |
10,7 |
12,0 |
13,2 |
|
200 |
3,5 |
4,0 |
4,3 |
5,5 |
6,7 |
7,8 |
9,0 |
11,3 |
12,6 |
14,0 |
|
220 |
3,6 |
4,2 |
4,5 |
5,8 |
7,2 |
8,3 |
9,5 |
11,8 |
13,3 |
14,7 |
|
250 |
4,0 |
4,4 |
4,8 |
6,3 |
7,7 |
8,8 |
10,1 |
12,5 |
14,3 |
15,7 |
|
280 |
4,2 |
4,6 |
5,2 |
6,7 |
8,3 |
9,5 |
10,7 |
13,3 |
15,3 |
16,8 |
|
300 |
4,4 |
4,8 |
5,4 |
7,0 |
8,6 |
9,8 |
11,2 |
13,8 |
16,0 |
17,5 |
Радиусы закруглений матрицы Rм для титановых сплавов принимать
для 1-й операции вытяжки без нагрева

для 1-й операции втяжки с нагревом

для последующих операций вытяжки без нагрева и с нагревом

Для вытяжки материалов толщиной свыше 3 мм радиусы закруглений вытяжных матриц следует принимать по табл. 92.
Таблица 92
|
Толщина материала s, мм |
Радиус закруглений вытяжной матрицы Rм, мм |
|
|
1-я операция вытяжки |
2-я и последующие операции вытяжек |
|
|
Св. 3 до 6 |
(3÷4)s |
(1,8÷2)s |
|
Св. 6 до 10 |
(1,8÷2,5)s |
(1,5÷1,8)s |
Радиус закругления пуансона Rп = (0,7÷1) Rм.
Радиусы закругления матрицы Rп и пуансона Rм при вытяжке деталей с утонением рекомендуется определять по табл. 93.
Таблица 93
|
Толщина материала s, мм |
Радиус закругления вытяжной матрицы Rм, мм |
Радиус закругления вытяжного пуансона Rп, мм |
|
От 0,3 до 2 |
(1,3÷1,5)s |
(1,2÷1,8)s |
|
Св. 2 до 6 |
(1,25÷1,5)s |
(0,5÷1,0)s |
На процесс вытяжки существенное влияние оказывает высота h цилиндрического пояска матрицы (табл. 90). Высокий поясок способствует налипанию металла, что приводит к быстрому наносу матрицы, а низкий поясок — к перекосу вытяжки.
Высота пояска h в мм определяется по формуле

Большее значение h принимать для вытяжки деталей из тонких материалов.
Конструирование вытяжных пуансонов
По способу крепления различаются следующие вытяжные пуансоны:
- без пуансонодержателя (черт. 191,а).
- с пуансонодержателем и резьбовым соединением (черт. 191,6).
- с расклепкой (черт. 191,в).
Последний применяется при s <1,0 мм.
В пуансоне следует предусмотреть центральный воздушный канал, чтобы облегчить съем с пуансона вытянутой детали. Диаметр воздушного канала следует выбирать равным 6—8% диаметра вытяжного пуансона.

Черт. 191
Упоры вытяжных штампов
Для фиксации заготовки на первой операции вытяжки применяются утопающие (черт. 192,а) и постоянные упоры (черт. 192,6).

Черт. 192
При применении штампов с прижимом заготовки для глубокой вытяжки деталей из тонкого материала на прессах простого действия, снабженных пружинным или резиновым буфером, необходимо предусмотреть упоры (черт. 193) и соответствующее защитное устройство по технике безопасности (количество упоров — не менее трех).

Черт. 193
- Классификация вытяжных штампов
- Определение размеров заготовок полых тел вращения для вытяжки без утонения
- Расчет числа операций при вытяжке без утонения цилиндрических деталей
- Прижимы (складкодержатели)
- Штампы для вытяжки прямоугольных полых деталей без фланца
- Расчет вытяжки низких прямоугольных деталей при Нпр/В≤(0,6÷0,8)
- Расчет вытяжки высоких прямоугольных деталей при Нпр/В>(0,6÷0,8)
- Вытяжка цилиндрических деталей с утонением стенок
- Штампы для обратной вытяжки
- Расчет вытяжки ступенчатых деталей
- Штампы для вытяжки конических деталей
- Вытяжка деталей сферической и параболической форм
- Определение размеров заготовки при вытяжке деталей с одной плоскостью симметрии
- Вытяжка деталей со сложным контуром
- Зазоры между вытяжной матрицей и пуансоном
- Расчет исполнительных размеров рабочих деталей вытяжных штампов
- Перетяжные ребра
- Вытяжка деталей из цветных металлов и сплавов с применением местного нагрева
- Последовательная вытяжка в ленте
- Вытяжка облицовочных и подобных деталей
- Расчет усилия вытяжки и усилия прижима

